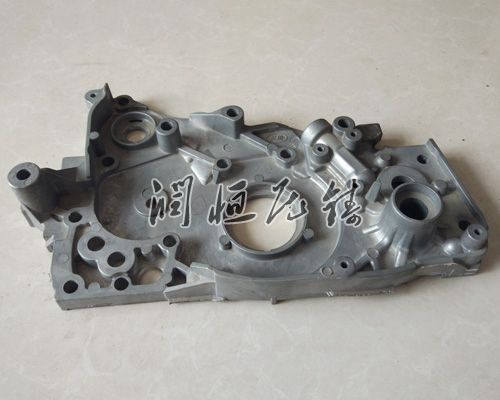
压铸铝件是一种优良的金属成型方法,是实现少切屑、无切屑的途径,应用非常广泛,发展。现在压铸合金已不再局限于有色金属中的锌、铝、镁、铜,并逐步扩大用于铸造铸铁和铸钢件。铸造铝件的尺寸和重量,取决于压铸机的功率。随着压铸机功率的不断增加,铸件形状大小可由几毫米到1~2米不等,重量从几克到几十公斤不等。压铸铝件,直径2米,重量50kg,可进行压铸。 以下是对铸件设计的壁厚要求:
压铸铝件壁厚(一般称为壁厚)是在压铸模具工艺中非常重要的因素,而壁厚与整个工艺规范有密切关系,例如计算填充时间、内浇口速度的选择、凝固时间的计算、模具温度梯度的分析、压力(终比压)的作用、留模时间的长短、铸件顶出温度的高低及操作速率;
零件壁厚偏厚会使压铸铝件的力学性能明显下降,薄壁铸件致密性好,铸件强度和耐压性相对提高; 铸件的壁厚不能过薄,过薄会导致铝液填充不良,成型困难,使铝合金熔接不好,铸件表面容易出现冷隔等缺陷,并且给压铸工艺带来困难;压铸铝件随着壁厚的增加,其内部气孔、缩孔等缺陷增加,因此在铸件有足够强度和刚度的前提下,铸件的壁厚不能过薄。