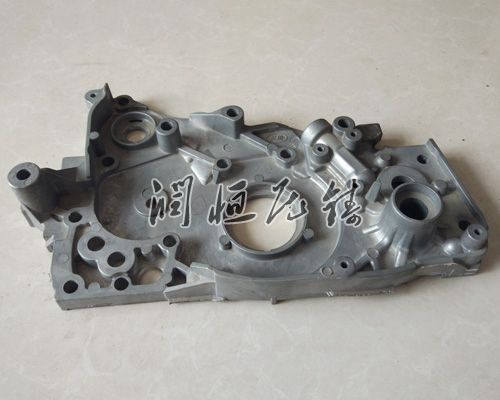
压铸是一种生产效率和机加械化程度都较高的热加工成型工艺,也是现代 机械制造中发展较快的一种少切屑、汽车水泵铸铝件 无切屑的工艺方法。压铸时液态金属在高 压作用下,压入加工的金属压铸型内,使其填充型腔,以获得轮廓清 晰、表面光洁、与压铸型型腔相符,可以互换的压铸件。在压铸时,金属液流 动情况主要与浇注系统即内浇道位置、形状、大小、溢流槽和排气道设置,压 射压力和压射速度等有关,其中,内浇道位置、形状、大小的影响很大。
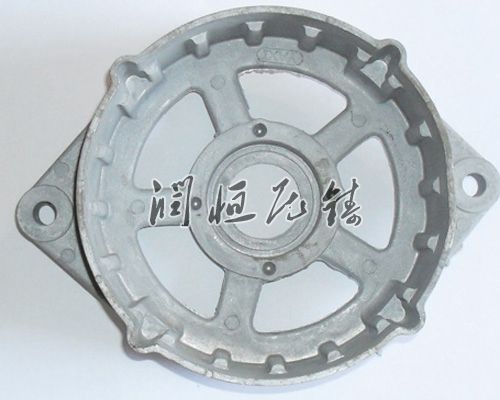
汽车水泵壳体铝合金件结构较复杂,在采用整体压铸时,由于压入压铸型 腔里的合金液是在冷却的条件下凝固的,铸件易产生缺陷,合金液冷 却会使凝固过快产生铸造应力,造成汽车水泵壳体铝合金压铸件变形、翘曲甚 至裂纹等缺陷,造成成品合格率较低。 汽车水泵铸铝件