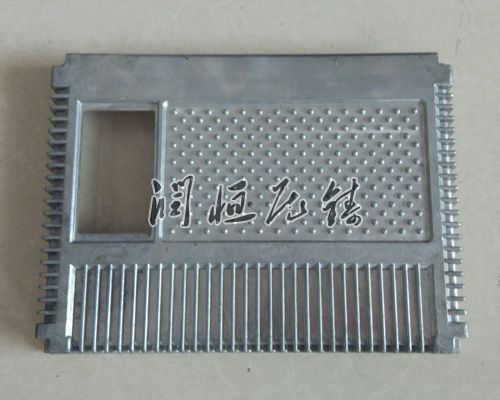
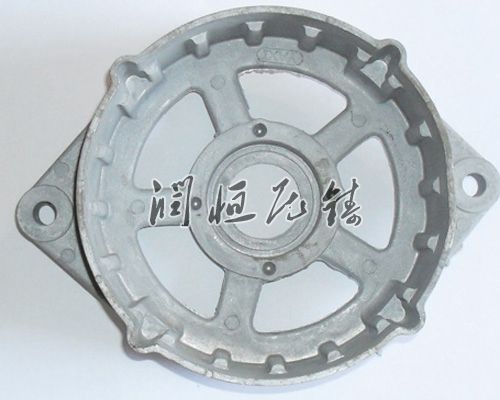
压铸是一种方法,需要通过设计利用高压把熔融状态下的金属液体推射进入模具型腔。通常使用的锌等有色金属包括铜,铅,镁,锡等材料进行制作并进行压铸件的压铸。这个过程是 适合于大规模生产的中小型零件的生产要求。这个过程是非常方便,从而成为广泛使用的锌金属加工业务的铸造方法。生产压铸件压铸件过程中,需要一个不同的形状,从 简单的到复杂的设计均是合适的。铸造跟其他的过程相比是比较适当的。对锌的宽度测量部分混合料的生产,这项技术已创建的压铸件光滑的表面以及良好的尺寸精度和识别。压铸件壁厚比砂型铸造和金属性铸造 薄。压铸件讲述,通过这一制作工艺,螺纹刀片,加热元件和轴承表面可设定相关的设计系数。这种技术还减少或了进行二次操作的 。压铸件压铸过程中展现的另一个特征是它具有生产,高抗拉强度的优势。
压铸件 换要求:
1、尽量使用密封胶, 时可用油漆代用能达到理想密封效果;
2、橡胶密封件装配前应仔细检查外观质量;使用专门工具压配,避免敲打变形;
3、按规定加注润滑油脂,定期清洗疏通通气孔和单向阀等;
4、在极为清洁的条件下进行装配,零件工作表面无磕碰、无划痕、毛刺和其他附着物;
5、严格操作规程,密封件应正确安装,防止不到位可变形;
6、掌握密封件的性能规范和使用要求,及时 换失效件;
7、对于边盖类薄壁零件,采用钣金冷做校正;容易磨损的轴孔类零件可采用金属喷镀、焊修、胶粘、机械加工等工艺以达到原厂尺寸;
8、螺母滑丝断扣、松脱应或 换新件,并拧至规定的扭力。
压铸件产生气孔缺陷的原因:
1、精炼除气质量不良产生的气孔
当铝合金凝固时,便有大量的氢析出以气泡的形态存在于铝合金压铸件中。
减少铝液中的含气量,防止大量的气体在铝合金凝固时析出而产生气孔,这就是铝合金熔炼过程中精炼除气的目的。如果在铝液中本来就减少了气体的含量,那么凝固时析出气体量就会减少,因而产生的气泡也显著减少。
因此,铝合金的精炼是非常重要的工艺手段,精炼质量好,气孔必然少,精炼质量差,气孔必然多。
2、排气不良产生的气孔
在铝合金压铸中,因模具的排气通道不畅,模具排气设计结构不良,压铸时型腔内的气体无法 顺畅排出,造成在产品某些固定部位存在气孔。
3、压铸参数不当
在压铸生产中压铸参数选择不当,铝液压铸充型速度过快,使型腔中气体不能 及时平稳的挤出型腔,而被铝液的液流卷入铝液中,因铝合金表面冷却,被包在凝固的铝合金外壳中,无法排出形成了较大的气孔。
4、缩气孔
铝合金同其它材料一样,在凝固时产生收缩,铝合金的浇铸温度愈高,这种收缩就愈大,单一的因体积收缩产生的气孔是存在于合金 后凝固部位,呈不规则形状,严重时呈网状。往往在产品中,它与凝固时因氢气析出的气孔同时存在,在氢析出气孔或卷气孔的周围存在缩气孔,在气泡周围有伸向外部的丝状或网状气孔。
5、壁厚差过大
壁厚中心是铝液 后凝固的地方,也是 易产生气孔的部位,这种壁厚处的气孔是析出气孔和收缩气孔的混合体,不是一般措施所能防止的。