铝压铸件是三个关键元素在铸造生产,模具结构的右边是压铸生产的先决条件可以顺利进行,质量的铸件(平面)扮演重要的角色。
当合金成分中杂质元素铅、镉、锡超过标准时,导致铸件老化而发生变形,表现为体积胀大,机械性能特别是塑性显着下降,时间长了甚至破裂。
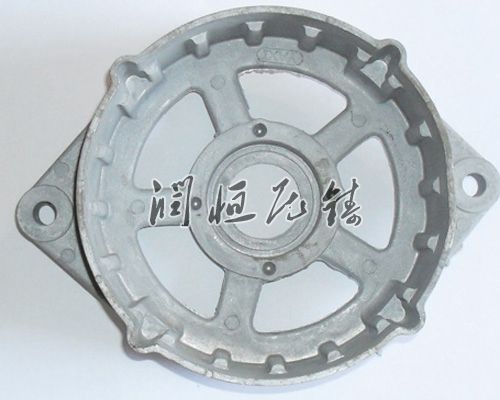
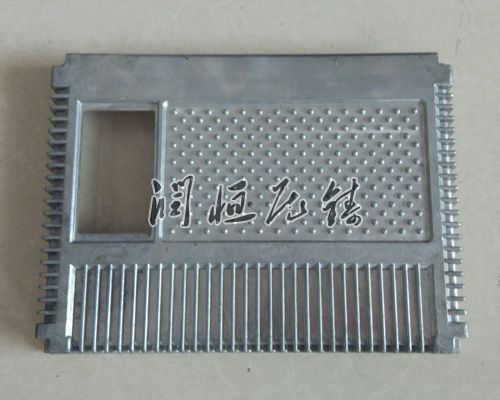
铝压铸件在程度上需求特别的注意在达到运用要求的前提下,尽量运用铝压铸件的结构简略,其壁厚适当均匀且留有要出模斜度,否则会导致铝压铸件上呈现凹坑、气孔、缩松欠铸拉痕、裂纹、变形等缺点。
升液管出入口端温度一般控制在550~650℃范围内,根据铸件结构和工艺要求(如残留浇口长度)在此范围内选择。
压铸件速度:压铸件压铸件速度,它是与铸锭液穴成正比的。如果压铸件速度增大,那么会使铸锭液穴与温度梯度增大.
压铸铝件压铸过程就是一个过程,压铸铝件的质量形成在压铸过程中不能得以实际控制,所有的工艺参数只是外部控制的间接测量而已,压铸铝件的真实质量只能由事后检验来验证;
对于金属加工业来说,铸铝件是压铸生产的条件,铸铝件可以压做出形状复杂的铸件,结构正确正确的铸铝件能在压铸生产中起决定性作用。
较难找到一款适用于各种铝合金压铸铝件加工工艺要求的切削液;